

產品應用更多
聯系我們更多>>

地址:南京經濟技術開發區恒誼路1號19棟1層
聯系人:王總
電話:025-84486072、025-84600601;
手機:13951654323、13705159750
傳真:025-84600601
郵箱:njzhoulian@126.com
淬火液的選用
45號鋼、調質鋼淬火工藝以及淬火液、淬火劑的選用
南京洲聯
概述
鋼在不同狀態下具有不同的機械性能。調質狀態下的綜臺機械性能要比退火、正火的好。在退火和正火狀態下,雖然塑性和韌性較高,但強度較低;淬火并低溫回火狀態的強度雖較高,但塑性和韌性卻較低。只有淬火并高溫回火狀態下的綜合機械性能才較好。調質用鋼(不論碳鋼如45號鋼或合金鋼)在完全淬透的情況下,經高溫回火到相同的硬度時,它們的其他機械性能如強度、塑性和韌性等都差不多。也就是說,如果45鋼和40Cr 淬透并回火至同一硬度的話,例如HRC30~35,那么它們的強度、塑性和韌性等都比較好。但是如果不完全淬透的話,即使回火后的硬度與完全淬透后回火的相同,其屈服強度、伸長率、面縮率和沖擊值等都要低些,其降低程度隨淬透程度的減少而增大。
調質件對淬硬層深度的要求大致有以下三種情況:
1);對工作時整個截面均勻承受載荷的零件,要求心部至少有50%馬氏體,重要的零件例如柴油機的連桿與連桿螺栓,甚至要求心部有95%上馬氏體。
2);對于某些軸類零件,它們工作時承受彎曲、扭轉等復合應力的作用。應力在這類零件截面上的分布是不均勻的,最大應力發生在軸的外緣,而軸的中心受力很小。因此沒有必要使零件心部淬透,一般只要求在軸的近外緣3R/4至R/2處能淬硬就行了。但應盡量防止產生游離鐵索體,因為它會使鋼的機械性能變壞。
3);對于尺寸較大的碳素鋼和低合金鋼調質件,由于尺寸超過該材料可淬透或淬硬的范圍,固這類大件在淬火及高溫回火后,不僅不可能得到全部回火索氏體組織,甚至淬火后表層也得不到馬氏體,硬度也不高。但是在水中或油中冷卻時,沿工件截面上各點的冷速畢竟較空氣中冷卻(正火)或爐中冷卻(退火)時來得大。從鋼的奧氏體連續冷卻轉變曲線看出,大型工件“調質”處理所得的組織較正火或退火的要細致,機械性能相對來說也就比較好。因為這個緣故,許多大件的最終熱處理往往選用調質或者是正火+“高溫回火”(高溫回火的目的主要是去應力)。一般在保證得到零件所要求的機械性能的條件下,最好采用正火+“高溫回火”,因為這種方法所產生的內應力較調質小,而且工藝較簡單。但當性能要求較高、零件尺寸又太大時,為了避免或減少游離鐵素體的析出,則采用調質工藝較合適,處理時防止淬裂。
淬火液的選用
在選用淬火液時應該注意,淬火液的性質穩定、經濟性和可靠性要高,以及淬火液的冷卻特性要符合調質鋼的冷卻特性等。不能一味的強調淬火液的特性溫度和最大冷速所在溫度越高越好,特性溫度和最大冷速所在溫度高些,對于調質碳素鋼等鋼種來說是有利的,它符合碳素調質鋼如45號鋼的冷卻特性,卻并不完全符合大多數低合金鋼調質鋼的冷卻特性,因此,對于不同的調質鋼的種類,要區別的、合理的選擇不同冷卻特性的淬火介質。
以下的舉例應用提供參考
低合金鋼調質件的淬火工藝
以35CrMo鋼為例
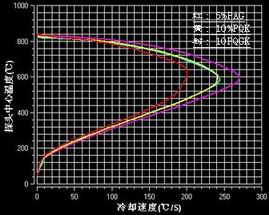
從35CrMo鋼的連續冷卻轉變曲線圖分析,若得到完全馬氏體組織,在整個冷卻過程中,在450~550℃的范圍,要求冷速達到最大值,速率剛好大于等于臨界點,不和S曲線的鼻尖處相交。在此處冷速越慢,貝氏體組織形成的越多,馬氏體組織越少。
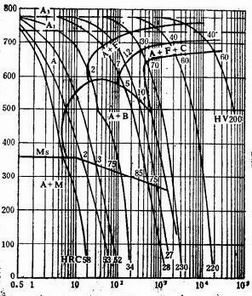
從圖中3種不同的淬火液的冷卻特性對比可以看出,雖然最大冷速相差不大,冷卻速度介于水油之間,但是最大冷速對應的溫度不同。對應于35CrMo的S-曲線看,黃色曲線(PQG)最大冷速對應的溫度為450~550℃,最符合35CrMo 所需的淬火冷卻特性。和另外兩種介質相比較,在最大冷速相同時,能夠得到更多的馬氏體,因此淬火液(PQG),是比較適合油淬不硬、水淬易開裂的30CrMo、35CrMo、42CrMo、40Cr、40mn2、38CrMoAL等大多數調質鋼的淬火。
在生產實踐中,以材料為42CrMo鋼為例,直徑為40~50mm的螺栓,淬火工藝用淬火液(PQG)淬火,螺栓心部得到60%以上的馬氏體,中心距表面二分之一處得到90%以上的馬氏體,經過高溫回火后完全達到螺栓所需的機械性能。
在生產中可根據工件的材料、有效直徑或厚度、以及淬火感應的要求,可通過濃度的調節,控制450-550℃的冷卻速度,以及制定其他熱處理工藝來完成淬火目的。
碳素鋼
以45號鋼的淬火工藝為例
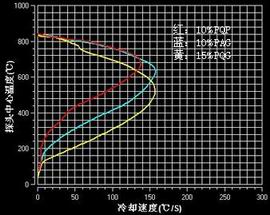
從45號鋼的連續冷卻轉變曲線圖分析,若得到完全馬氏體,在整個冷卻過程中,在600℃左右,要求冷速達到最大值,速率剛好大于等于臨界點,不和S曲線的鼻尖處相交。此處冷速越慢,發生鐵素體析出或非馬氏體組織的形成。
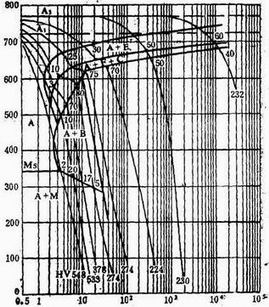
從圖中幾種淬火液的冷卻特性曲線可以看出,最大冷速對應的溫度為600℃左右,只是冷卻強度不同,都能抑制鐵素體析出或非馬氏體組織形成,因此都適合45#鋼的淬火工藝,并能夠得到更多的馬氏體組織。
在生產中可根據工件的材料、有效直徑或厚度、以及淬火工藝要求,通過濃度的調節,控制600℃左右的冷卻速度,以及制定其他熱處理工藝來完成淬火目的。
圖中幾種淬火介質都適用于45號鋼、40Mn等低淬透性調質件的淬火,并在生產實踐中得到廣泛應用。